Quenching is typically divided into two main types: overall quenching and surface quenching. Among these, surface quenching commonly uses induction heating, a fast and efficient method. The effectiveness of this process depends on several factors, including the heating rate, current penetration depth, material composition of the workpiece, the cooling medium used, and the desired depth of hardening. These parameters significantly affect the phase transition temperature, kinetics, and final microstructure of the material.
In industrial settings, for parts undergoing induction quenching, the material composition plays a key role in determining the power supply frequency, output power, sensor movement speed, and sensor gap. These settings control the heating speed and current penetration depth. Additionally, the cooling capacity of the quenching medium and the spray device influence the depth of the hardened layer. By adjusting these two factors, the required depth of hardening can be achieved.
**1. Technical Requirements**
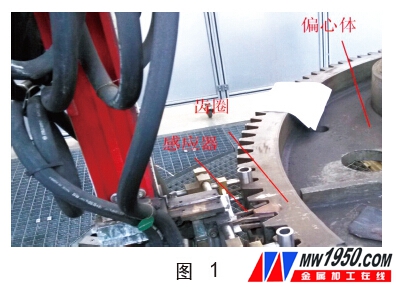
The workpiece in question is a large-diameter eccentric gear, as shown in Figure 1. It consists of two parts: the ring gear and the eccentric body. The ring gear is made from 45 steel, and the production process involves quenching and tempering the tooth surface. The surface hardness must reach 48 HRC, with a hardened layer depth of 3 to 5 mm. This ensures sufficient contact strength during meshing, root bending strength, and fatigue resistance.
**2. Induction Quenching Process Parameters**
(1) **Heating Temperature**: The original structure of the ring gear is already quenched and tempered. Due to the rapid heating of medium-frequency induction, the temperature can be slightly increased. For 45 steel, the heating temperature is typically controlled between 850°C and 880°C.
(2) **Intermediate Frequency Current Penetration Depth**: The formula for calculating the penetration depth is:
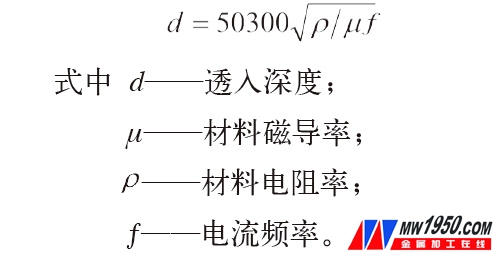
Based on practical experience, Table 1 provides typical values. As the frequency decreases, the penetration depth increases. For different hardness requirements, the intermediate frequency is generally kept below 8000 Hz.

(3) **Quenching Cooling Medium**: For 45 steel and similar simple shapes, tap water can be used directly as the cooling medium. The temperature should be maintained between 18°C and 50°C, using a continuous quenching method. The spray device sprays the workpiece at a 45° angle to ensure even cooling.
**3. Process Test Results and Analysis**
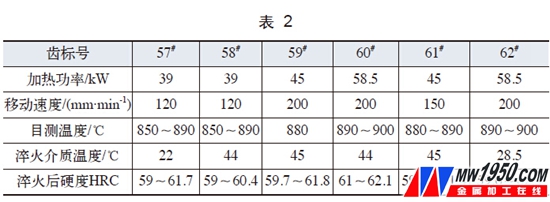
Several tests were conducted to adjust electrical parameters and meet the required specifications. Six groups of samples were tested, with tooth counts ranging from 57 to 62. The test parameters are listed in Table 2.
Each sample was tempered and subjected to physical and chemical testing. The results are summarized in Table 3.

From the data in Tables 2 and 3:
(1) Comparing samples 57 and 58, as well as 60 and 62, it's clear that the temperature of the quenching cooling medium affects the hardened layer depth. At temperatures between 20°C and 50°C, the hardened layer depth increases as the cooling medium temperature decreases. This effect becomes more pronounced as the inductor moves faster.
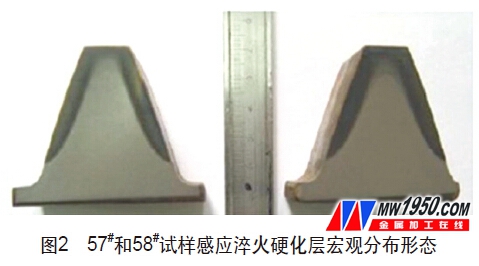
As the cooling medium temperature drops, the cooling capacity increases, leading to a deeper hardened layer. A higher moving speed also shortens the time between heating and spraying, further enhancing the cooling effect.
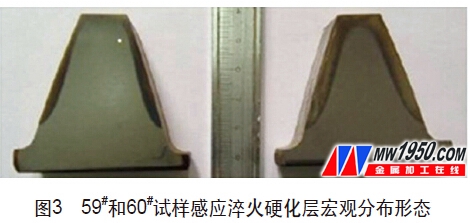
(2) Comparing samples 59 and 60 shows that increasing the output power by 13.5 kW leads to an increase in the hardened layer by approximately 0.6 mm. This is due to the skin effect in induction heating, where eddy currents form on the surface, creating higher temperatures closer to the surface. Higher power means more energy, faster heating, and better quenching performance. However, excessive power may cause surface overheating and increase the risk of quenching cracks.
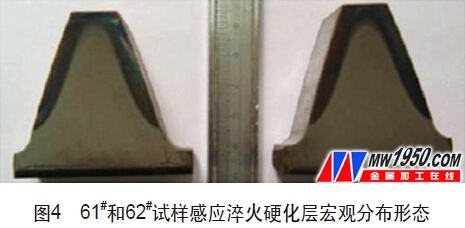
(3) Analyzing samples 59 and 61 reveals that the inductor’s movement speed has a significant impact on the hardened layer. Increasing the speed by 50 mm/min reduces the hardened layer by about 1 mm. This indicates that the movement speed directly affects the time the current penetrates the workpiece. A proper speed is essential to achieve the desired penetration depth and hardened layer thickness.
**4. Conclusion**
Various process parameters—such as power output, frequency, inductor movement speed, and cooling medium temperature—significantly influence the depth of the hardened layer. Through extensive testing and analysis, optimal settings were determined for the induction hardening of a 45 steel large modulus gear. The recommended parameters include an inductor movement speed of 120–150 mm/min, equipment power of 39–45 kW, a frequency of 4200 Hz, and a quenching cooling medium temperature of 20–40°C. These settings allow for a hardened layer thickness of 3–5 mm, ensuring high-quality, crack-free components.
Author: Li Dan, Xue Wei, Jinan Second Machine Tool Group Co., Ltd.
Universal Arc Brick
Low porosity clay bricks are made of ruby, mullite and combined clay as the main raw materials, molded under high pressure and sintered at high temperature. The product has excellent high temperature Physical properties and chemical corrosion resistance. Low porosity clay bricks have good stability, the degree of erosion does not occur sudden change, than ordinary clay bricks use cycle increased 2-3 times. Thermal conductivity, specific heat and solubility, respectively, than ordinary clay bricks 2 times higher than 10% and 40%, heat storage capacity than ordinary clay bricks higher than 50% -60%, can improve the thermal efficiency of the kiln.
Arc Type High Alumina Bricks,Rotary Kiln High Alumina Curved Brick,Kiln Arch Refractory Bricks
Huixian Xinwei Refractories Co. , http://www.xinweirefractory.com