As we all know, the strength design of the gear is carried out from two aspects of the tooth surface pressure and the root strength considering the lubrication conditions. With the development of technology and the application of computers, the development of world transmission technology tends to adopt hard tooth surface. According to statistics, the use of hardened gears greatly promotes the weight reduction, miniaturization, quality and performance of the machine, which increases the working speed of the machine by one level and reduces the manufacturing cost. Therefore, the application of hardened gears is more and more extensive.
The hard-toothed gear has high bearing capacity. After the gear is semi-finished, it is quenched, surface hardened or carburized and quenched to improve the hardness. However, in the heat treatment, the gear is inevitably deformed, so it is necessary to perform grinding, grinding or fine cutting after the heat treatment to eliminate the error caused by the deformation and improve the accuracy of the gear. At present, the domestic common method for the 8-stage precision hardened gears produced in batches is generally grinding teeth, and the grinding process has some disadvantages, such as: complicated equipment, high price, high cost; easy to produce in grinding Burns, microcracks and residual tensile stress. The author has received an order for a number of hard-toothed slewing bearings for the export port machine produced by a large domestic port machine manufacturer. The product is shown in Figure 1.
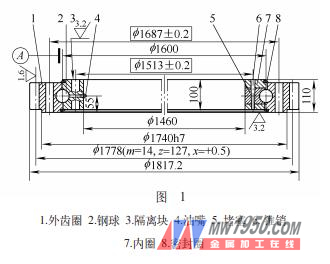
The main components of the product are the outer ring gear 1, the material is 42CrMo, the gear precision is 8 grades, the depth of the hardened layer of the tooth surface is ≥3.2mm, the depth of the hardened layer of the tooth root is ≥1.5mm, and the surface roughness value of the tooth surface is Ra≤1.6μm. In order to ensure the accuracy of the tooth portion, the gear tooth portion is quenched and the tooth grinding method is adopted. Due to the high cost of grinding teeth, the author has also considered the use of other processing methods instead of grinding teeth, but the final results are not satisfactory.
1. Determination of test processing plan
In view of the high cost of grinding teeth after quenching of the ring gear, it is necessary to adopt a process to correct the heat treatment deformation of the tooth to ensure the accuracy of the gear. After consulting a large amount of relevant materials, combined with the mature molded carbide The fine milling cutter of the insert is used to finish milling the tooth profile of the tempered gear, and it is determined that the outer ring gear tooth is finished on the high speed milling machine by the fine milling cutter with the formed CBN insert instead of the grinding tooth.
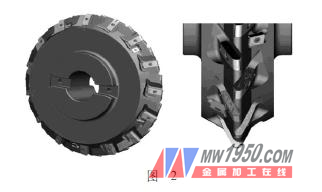
For the traditional way of tempering gear machining, hobbing, gear shaping or finger milling cutters are used for milling and the productivity is very low. China's gear industry has adopted rough machining cutters with contoured carbide inserts to roughen the tooth profile by introducing mature foreign processing experience, which will increase production efficiency by 6-8 times. With the advancement of technology, a fine milling cutter (see Figure 2) with a shaped carbide insert was introduced to finish the tooth profile.
2. Processing of the outer ring gear
Due to the difference in body material between the CBN insert and the carbide insert, the condition before the hard-toothed ring gear is finished, the heat treatment control, the performance of the equipment and the milling specifications are all related to the fine-milled non-hard tooth ring gear. different. In response to the above requirements, we have made the following preparations before and after finishing milling to ensure smooth processing.
(1) The requirement before finishing milling is to make the hardened tooth surface leave a margin to ensure fine milling, the tooth side machining allowance should be uniform, the general tooth thickness retention is ≤1mm, and it is selected according to the gear modulus and heat treatment. . Based on experience, and considering the material properties of the workpiece and the amount of deformation of the external teeth after single-tooth quenching, our tooth side retention is 0.7mm.
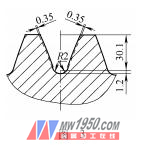
In order to avoid the top edge and the side edge of the CBN blade from participating in the work at the same time, causing chipping and sharp rounded corner wear, before roughening the tooth before quenching, the gear tooth groove is required to be slightly deeper than the standard tooth height, and the groove bottom is two. Appropriate undercuts on the sides for fine milling of external teeth after quenching. The CBN insert only mills the involute effective tooth profile with a uniform margin for high precision and extended tool life. For this purpose, rough milling before quenching should use carbide inserts with lobes. For this purpose, we purchased a rough-milled carbide insert with a lobed angle from a domestic tool company, and cooperated with the company to develop and produce 30 shaped CBN inserts. The outer ring gear groove before finishing milling is shown in Figure 3.
In order to avoid the milling, the CBN blade has just cut into the impact of the moment and the CBN blade has increased wear and chipping. Before quenching, the company chamfered the end face tooth profile of the gear cut end by 1.5mm × 45°.
(2) After quenching the teeth, the surface hardness of the ring gear is preferably not less than 50HRC, and the hardness difference on the tooth surface should not be too large. Generally, it should be controlled at 3~4HRC. Otherwise, due to uneven hardness, Soft spots or soft bands appear, affecting the surface roughness and accuracy of the gear. After measurement, the hardness of the external gear ring teeth after single tooth induction hardening is controlled at 50 ~ 53HRC.
(3) Machine tools and fixtures Choose high-speed milling machines with high rigidity and high strength. If there is no such machine tool, the machine indexing structure and the tool holder clearance should be properly adjusted when machining on a general rigid machine tool, generally 0.01 to 0.05 mm, which should not be too large to avoid CBN blade chipping. This time, the high-speed milling machine imported from Germany was selected. The precision, rigidity and structural clearance of the machine meet the above requirements. Due to the large cutting force of the fine-milling hard tooth surface and the obvious impact vibration, the Clamp clamping ring gear must be firm and reliable.
(4) Determination of cutting parameters 1 Finishing cutter line speed: The diameter of the fine milling cutter is generally φ400mm. It is recommended that the line speed of the fine milling cutter can be between 150 and 250m/min. The workpiece is larger and the hardness is higher. When the amount is high and the machine performance is poor, the lower line speed should be used. 2 fine milling cutter feed speed vf: fine milling cutter feed speed is generally recommended vf = 250 ~ 350mm / min, large modulus, material hardness, feed speed should choose a smaller. 3 Milling thickness (refer to the one-side depth of the tooth thickness): according to the hardness of the gear, material, etc., generally 0.15 ~ 0.30mm, high hardness, take a small value when the workpiece is large. According to the amount of finishing allowance and the size of the gear, the tool is fed twice to ensure that the entire tooth surface is milled. In addition, in two milling operations, the first time milling the irregular deformation caused by the heat treatment, the second milling can achieve the precision.
(5) Lubrication and cooling Due to the characteristics of the CBN material, we have adopted the air-cooling method, that is, using the high-pressure air as the cooling medium in the finishing process and forming the CBN on the fine milling cutter. The blade is cooled.
3. Conclusion
Using the above-mentioned processing flow, the precision of the externally toothed tooth portion of the finished milling finally reaches the pattern requirement, and the total cost of the batch product is also reduced by 25%. Although the finishing method of finishing the hard tooth surface on the high-speed milling machine to replace the grinding tooth with the fine milling cutter with the formed CBN insert is still in the experimental stage in China, as long as the equipment is adjusted, the process is strictly controlled and selected. Reasonable milling parameters can also achieve 8 levels of precision that can be achieved by grinding. The processing technology not only meets the accuracy requirements but also saves equipment investment, and provides reference for the processing of similar gears in the future. (Author source: Maanshan Fangyuan Slewing Bearing Co., Ltd.)
Double Bolt Hose Clamps,Clamp,Hose Clamp
Fenghua Jade Motor Co., Ltd. , http://www.composite-hose-supplier.com