Summary:
In order to reduce the production and management costs of automotive metal fasteners, reduce the variety of metal fasteners, achieve generalization, serialization, structural elements from fasteners (wrench form, end form, nominal length, thread), materials The platformization of bolts, studs, screws, nuts and washers was discussed in terms of mechanical properties and surface treatment, which provided a reference for the fastener platformization of various automobile manufacturers.
With the continuous development of the automotive industry, the automakers have increased the cost of production and management to curb the increasing number of metal fasteners (hereinafter referred to as fasteners). Manufacturers attach importance. The article discusses the fastener platformization from three aspects: structural elements, materials and mechanical properties and surface treatment.
1. Platformization of structural elements
The structural elements mainly include the platform form of the four aspects of the wrenching form, the end form, the nominal length and the thread.
1.1 Platform in the form of a wrench
At present, the commonly used wrenching structure of automobile manufacturers has a hexagonal flange surface structure, a hexagonal head structure, a hexagonal flower structure, a cross groove structure and a hexagonal flower structure.
1.1.1 Platforming in the form of bolts
The bolting type of the bolt-type products is mainly an external wrenching structure, which has a hexagonal head, a hexagonal flange surface, and an outer hexagon. Hex head bolts are the basic type of bolt-type products. Other bolt types are developed on the basis of hexagon bolts.
The hexagonal flange bolt support area is larger than the ordinary hexagon bolt, which can disperse the support surface pressure more and avoid deformation and connection with the connecting piece. Under the same friction factor, it requires more assembly torque than the hex head bolt, and the head flange has a significantly better anti-loose effect than the hex head bolt.
In the design process of the car, it is recommended to use hexagonal flange bolts, but sometimes hexagonal bolts are also selected to improve production efficiency. For example, a station in the production workshop needs to install M8 and M102 bolts, if all hexagonal flanges are used. Face bolts (Q184) require two types of mounting tools. If the M8 bolts use hexagonal head bolts (Q150B) and the M10 bolts use hexagonal flange bolts (Q184), the production workshop requires only one 13 mm sleeve. The assembly of 2 bolts can be completed, saving time in replacing the installation tools.
The hexagonal pattern bolts require a small assembly space and are not suitable for the installation of hexagonal sleeves. This type of bolt is considered for use in space-constrained environments. Table 1 shows the prioritization of bolt-type fasteners.


Table 1 Priority of bolt type fasteners
1.1.2 Platformization in the form of a screw wrench
The screw is screwed in the form of an inner wrench, mainly including a cross recess, a hexagon socket, an inner six flower, and the like. The Phillips screw has different types of heads, such as pan head, countersunk head, and semi-recessed head. It is selected according to assembly space and shape factors, and is generally used for parts of body, electric and interior and exterior.
Hexagon socket type screws and hexagon socket heads have different head shapes, including cylindrical heads, low cylindrical heads, pan heads, countersunk heads, and semi-recessed heads. They are generally used for housing parts such as engines and transmissions on automobile molds. It is also widely used. It is suitable for occasions where the wrenching space is small, and the large supporting surface is preferred.
It is recommended to use the hexagonal pattern of the two types of screws, and in the same product or the same production line, it is not advisable to use these two types of wrenches at the same time. Table 2 shows the priority of the screw type fasteners.
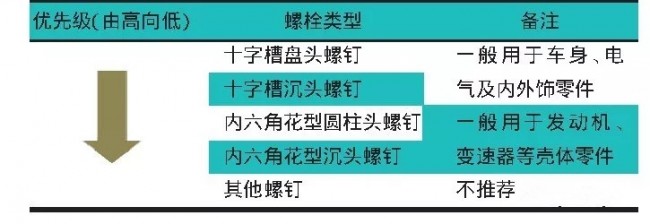

Table 2 Screw fasteners use priority
1.1.3 Platforming in the form of a nut wrench
Nut products are generally used in conjunction with bolts, studs and screws to form a fastening system.
Hexagon flange nuts have the same effect as hexagonal flange bolts. If the structure permits, the hex flange nut is preferred. The cap nut is used for occasions with appearance or protection requirements. For example, the back door and the luggage rack often use a cap nut.
Hexagon flange face lock nuts include all metal lock nuts and non-metal insert lock nuts. The all-metal lock nut deforms the thread by squeezing the thread, resulting in a locking effect. All metal lock nuts have good temperature resistance, but they are not suitable for parts that are frequently removed. The non-metallic insert lock nut has good impact resistance, vibration resistance and reusability, but its high temperature resistance is poor. It is generally recommended that the temperature not exceed 100 °C. Reed nuts are used for thin sheet metal and non-metal parts, and are widely used in automobile license plates, lamp brackets, and body sheet metal parts. Table 3 shows the priority of the nut type fasteners.


Table 3 Nut fasteners use priority
1.2 Platformization at the end
The end type of 12 kinds of fasteners is specified in GB/T 2—2001 “End of Externally Threaded Parts of Fastenersâ€. The main function of the end of fasteners is to facilitate the production of fasteners, on-site assembly and scraping. Table 4 shows the priority of the fastener end form.


Table 4: Priority of fastener end form selection
1.3 Platform length of nominal length
When selecting the length of the bolt, stud, and screw, ensure that the end of the bolt or stud exceeds the top surface of the nut by at least 2 pitch lengths after mating with the nut. When screwing into a blind hole, the length cannot interfere with the blind hole. When the nominal lengths of the fasteners of the same specification are the same, in principle, it is not allowed to produce a plurality of thread lengths. Table 5 shows the preferred sequence of nominal lengths.
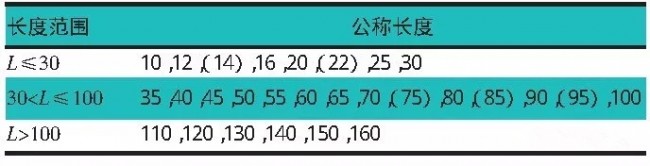

Note: Specifications in parentheses are not used as much as possible.
Table 5 Preferred length of the nominal length
1.4 thread platform principle
Commonly used thread types of automobile manufacturers are metric ordinary threads, including coarse thread and fine thread. Generally, the same nominal diameter of the threads of the same series developed by the same enterprise should use the same pitch as much as possible to reduce the specification. Table 6 shows the preferred sequence of the nominal diameter and pitch of the metric common thread. Different thread precisions can be selected according to different fastener surface treatments. It is recommended that the tolerance of the internal and external threads of the fastening system is 6H/6h. Table 7 shows the preferred sequence of thread precision.


Table 6 metric common thread nominal diameter and pitch preferred sequence

Note: If the surface is treated with zinc-aluminum-coated bolts or nuts, if it is not able to pass through the end of the gauge, it can be tested with the matching nut or bolt, and it can be screwed in smoothly.

Table 7 Thread accuracy preferred sequence
1.5 Platform of the washer
In principle, washer-type products are not allowed to exist separately. If gasket-type products are required for the structure of parts, it is preferred to use gaskets and bolts and screws in the form of assemblies to improve production efficiency. Application range of gasket products:
1) It is necessary to cover the larger holes in the fastened parts;
2) It is necessary to increase the structure of the contact surface and reduce the stress;
3) It is necessary to protect the surface of the connected parts to prevent scratches;
4) Help to prevent loosening;
5) Improve the fatigue performance of the joint;
6) Compensate for uneven mounting surfaces.
2. Platform of fastener materials and mechanical properties
2.1 Materialization and mechanical properties of bolts, studs and screws
There are 10 performance grades specified in GB/T 3098.1—2010 “Bolts, Screws and Studs for Mechanical Properties of Fastenersâ€. It is not recommended to use all 10 performance grade fasteners in an enterprise. Products below 8.8 are those that do not require heat treatment. Generally, different materials are used to achieve different performance levels. According to the default performance level requirements in the Automotive Standard Parts Manual - 2012 Edition, 4.8, 5.8, 8.8, 10.9 and 12.9 are recommended. According to the requirements of materials and performance grades in GB/T 3098.1—2010, combined with actual production, each performance grade is recommended for materials, as shown in Table 8.


Table 8 Recommended material and mechanical properties of bolts, studs and screws
2.2 Self-tapping screw material and mechanical performance platform
Self-tapping screws are not specifically labeled to indicate performance levels. GB/T 3098.5-2000 "self-tapping screws for fastener mechanical properties" made requirements for the mechanical properties of self-tapping screws. Self-tapping screws are manufactured by cold-carburizing and carburizing steel using a surface carburizing heat treatment process. The preferred materials are SWRCH18A and SWRCH22A.
2.3 Nut material and mechanical performance platform
The mechanical properties of the nuts specified in GB/T 3098.2-2015 "Mechanical Performance Nuts for Fasteners" are more. It is recommended to use 8 and 10. The performance grade of the nut is mainly determined by the performance level of the bolts, studs and screws that are matched with it. Generally, the 8-grade nut is used together with the 8.8-class bolt. The 10-stage nut is used together with the 10.9-class bolt. The high-performance nut can replace the performance. Use a low grade nut. Recommended nut performance levels are shown in Table 9.


Table 9 Nut material and mechanical properties recommended
2.4 Flat washer material and mechanical performance platform
Flat washers are generally used in combination with bolts or screws. The hardness is recommended to be 200 HV and 300 HV. Different auto manufacturers can formulate the outer diameter and thickness specifications of the company's gaskets according to actual needs. Table 10 shows the recommended material for the flat gasket material and mechanical properties.


Table 10 Recommended for flat gasket material and mechanical properties
3. Platformization of fastener surface treatment
Common fastener surface treatments include oiling, phosphating, electroplating zinc, zinc-nickel alloy, zinc-aluminum coating, oxidation, copper plating and chrome plating. Each surface treatment has its own differences in appearance, rust prevention, electrical conductivity, etc. The surface treatment selection needs to be selected according to the actual working environment and installation requirements, as shown in Table 11.


Table 11 fastener surface treatment selection requirements
3.1 Oiling
The oil is applied to the surface of the fastener substrate by applying a layer of anti-rust oil. The oil-coated fasteners are required to be rusted within six months under normal storage conditions.
3.2 Phosphating
Phosphating is a chemically and electrochemically reacted fastener with phosphoric acid or phosphate to form a layer of water-insoluble phosphate chemical conversion film. Commonly used in automobiles are zinc phosphating and manganese phosphating. Zinc phosphating has a low hardness and there is a phenomenon of powder falling, which cannot be used in an environment where cleanliness is required in a casing such as an engine or a transmission. Manganese phosphating is generally used inside a casing such as an engine or a transmission.
3.3 Electroplating zinc
Electrogalvanizing is a process in which metal zinc is deposited onto the surface of fasteners using an electrolytic process. In order to reduce the chemical activity of zinc and improve the anti-rust performance and appearance of fasteners, the fasteners after galvanizing generally need to be passivated by chromate to form a layer of chromate conversion film on the surface of the fastener. The process is called galvanizing passivation. Different chromate solutions can be used to obtain fasteners of different colors, such as black, white, color and military green. For the convenience of platform, it is recommended to use two kinds of surface treatments: color zinc and black zinc. Used in car cabs.
3.4 zinc-nickel alloy
The surface treatment production process of zinc-nickel alloy is similar to electro-galvanizing. The zinc-nickel alloy coating is formed on the surface of the fastener. The nickel content in the zinc-nickel alloy coating is 12%~15%, and the cost and corrosion resistance are higher than that of electro-galvanizing. It is generally used in environments with high rust resistance and appearance requirements.
3.5 zinc aluminum coating
The zinc-aluminum coating is a film composed of an overlapping multi-layer metal foil and a special inorganic binder which is formed by immersing the zinc-aluminum coating solution after being cleaned and shot blasting, and then baking at a high temperature. Zinc-aluminum coating has good corrosion resistance and no risk of hydrogen embrittlement. It can not be used in environments with conductivity and cleanliness requirements. It is not recommended for fasteners with thread size less than M8. It is generally used in engine room, chassis and other areas. The zinc-aluminum coating can be made in a variety of colors as needed. Silver-gray zinc-aluminum coating and black zinc-aluminum coating are recommended.
3.6 oxidation
The oxidation treatment is to immerse the fastener in a strong oxidant to form a dense oxide film on the surface of the fastener. Often referred to as blue or black, corrosion resistance is lower than phosphating and electro-galvanizing, and less used in automobiles, it is not recommended.
4, the conclusion
The article introduces some of the experiences summarized in the actual work and provides reference for those engaged in this work. The platformization of fasteners is a long-term, systematic process that needs to be carried out as an important task in the early stage of vehicle design. It is necessary to realize the synchronous design of fasteners and other components to avoid freezing due to other components. The problem of difficulty in platform selection of fasteners. All auto manufacturers can comprehensively consider the design, production, assembly and after-sales links according to their actual conditions, and formulate the company's fastener platform selection principles.
Pill-shaped Stevia product,using in coffee
Stevia Tablet,Stevia Extract,Stevia Effervescent Tablets,Stevia Sweetener Tablets
JINING USP INTERNATIONAL CO.,LTD. , https://www.uspintl.com