Some products of large castings and forgings have quality problems such as coarse internal grains and unqualified mechanical properties after heat treatment . In order to improve product quality and solve the problem of unqualified mechanical performance indicators, the forging workshop starts with process improvement, and through the production verification of different materials, the quality and mechanical properties of large castings and forgings are greatly improved.
1. Analysis of quality problems
There are three main cases: 1) The mechanical properties are unqualified, mainly because the elongation is unqualified. According to the analysis of mechanical properties, the hardness value is not high, and the main factor that causes the elongation to fail is the coarse grain inside the material. When the test piece was tested in the cold bend test, the test plate was cracked. The reason for the analysis is that the internal structure of the test plate is uneven, and there are microcrack defects and the like. When the 3 parts of the forgings are subjected to UT flaw detection, the bottom wave is not good, and there are coarse grains in individual positions. According to the standard, it is on the verge of passing and failing.
2. Process improvement and adjustment
Improve and improve the heat treatment process, as follows.
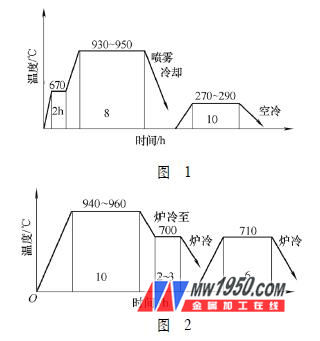
(1) 9060 The normalizing temperature is increased by 10-20 °C within the process range, and the temperature is kept constant at 650-700 °C for 2 h to ensure the complete transformation of the structure, and the holding time is extended by 1 to 2 hours in the process range. The tempering time is also extended by 1 to 2 hours. The adjusted process curve is shown in Figure 1.
(2) The normalizing temperature of 32CrNiMo is increased by 10 °C in the process range, and the original process furnace is cooled to a furnace temperature of 700 ° C for 2 to 3 hours to continue the furnace cooling. The adjusted process curve is shown in Figure 2.
(3) Stainless steel (06Cr13Ni4Mo, 06Cr13Ni5Mo, etc.) The stress relief annealing process is added on the basis of "one positive and two times". After the second tempering, the furnace is cooled to air cooling. The adjusted process is: normalizing + one tempering + two tempering. Normalizing—A tempering process curve is shown in Figure 3. The secondary tempering process curve is shown in Figure 4.
(4) 20SiMn Adjust the holding time and extend the holding time appropriately.

3. Attack effect
After the process adjustment, the mechanical performance pass rate increased from 80% to over 90%. Forging UT flaw detection meets the eligibility criteria. The cold bending test was all qualified and no cracks were produced.
For Catalyst and Auxiliary series, we can supply many kinds of Catalyst and Auxiliary with good quality, such as Initiator , Solvent , Dispersant, Emulsifier, Inhibitor , Regulator , Terminator, and so on.
We have our own production factories and lab. We can develop new product according to customer`s require, because we cooperate with several university, please believe that we have research advantage. Our factory is in chemical industry park, gets produce license from government, can supply product steadily.
Catalyst and Auxiliary
Catalyst, Initiator, Solvent, Dispersant, Emulsifier, Inhibitor, Regulator, Terminator
Jinan Yudong Technology Co., Ltd. , http://www.yudongchemical.com